本机的气压加压气缸内径为∮50mm,可调节气压大小来改变研磨压重力大小。气缸的活塞杆端部有一自动找正平板直接压在研磨工件上,使用时每个控制环的工件厚度要一致。上面再垫上软橡胶垫与活塞杆端部平板接触,这样可避免研磨偏斜及不均匀现象。三个气缸可分别或同时控制压下及抬起操作方便。控制环共有3个,通过支承架可向圆心方向和研磨盘边缘方向移动,从而达到自动修盘作用。控制环的支承架里外及上下均可调节,使控制环运转自如。本机另外随机附带三个修整研磨盘的控制环,可用粗、细金刚砂磨料来研磨修盘。控制环的位置变动时,加压气缸也可通过螺钉调节相应位置,使气缸加压始终在控制环中心。研磨剂废液接料呈倾斜流道排料方便。温州市百诚研磨机械有限公司是一家专业提供 研磨机的公司,欢迎您的来电哦!温州玻璃双面研磨机检修

抛光是利用柔性抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工。抛光不能提高工件的尺寸精度或几何形状精度,而是以得到光滑表面或者镜面光泽为目的,所以通常是作为精密加工再后面的一道工序。因为研磨和抛光的原理来说基本是一致,所以通常所有的加工设备也可以通用,故经常将研磨和抛光并提,称之为研磨抛光技术。研磨抛光可以通过单盘单面研磨抛光或者双面研磨抛光实现。双面流离磨料研磨中工件在上下盘之间,研磨时上下表面被同时加工。单面抛光在对单面有平坦度的要求,背面形状复杂不易夹持或单平面基准面及高平坦之镜面加工要求时,或薄易碎而没有变形的情形下特别适用。单面游离磨料研磨抛光加工因其适应面广,仍然是应用至普遍的加工形式之一。温州陶瓷研磨机哪里好温州市百诚研磨机械有限公司致力于提供研磨机,竭诚为您服务。
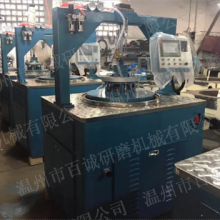
机械密封是靠两个经过精密加工的动环和静环的端面靠弹簧沿轴向紧接触来达到密封的。(静环固定,动环与轴一起旋转)所以又称端面密封。机械密封的结构为单端面非平衡型大弹簧机械密封的典型结构。机械密封在进行批量生产和机械密封维修虽较大的情况下要使用研磨机,研磨机是研磨平面的一种专属设备,按其结构型式分机械研磨机和电磁振动研磨机等。在机械研磨机中有单面研磨机、双面研磨机。一些自动化程度较高的研磨机,还可以自动加压和自动测量工仟厚度,研磨效率较高。
研磨机是机械密封制造行业中使用的研磨设备。它由床身、底座、减速箱体、研磨盘、控制环(亦称挡圈或修正环)、限位支承架等组成。其传动机构如图9-33所示。自动震动研磨机厂家介绍到研磨时,工件放在控制环内,用塑料隔离环把工件均匀排布在控制环内,通过压重施加研磨压力,当研磨盘旋转时控制环在限位支承架内旋转,工件除了自转外还随同控制环在研磨盘上公转,在磨料作用下,不断研磨表面。重块式平面研磨机这是一种单面研磨机(见图9-35),采用压重来施加研磨压力,控制环共有3个研磨剂采用人工加入,研磨工件加压采用上件上加重块方式,操作人员体力消耗大。一般用于中型密封环的研磨加工,是一种使用较多的研磨机。其主要技术参数为:大研削工件直径:240mm。工件薄厚度:1mm。工件加工精度平面度0.03μm,粗糙度Ra0.05μm。研磨盘直径650mm,转速10~60r/min,无极变速,电动机功率1.5~2.2kW。控制环直径X内圈直径:280mmX240mm。外形尺寸(长X宽X高):900mmX1000mmX800mm。质量:1200kg。研磨机,就选温州市百诚研磨机械有限公司,用户的信赖之选,欢迎您的来电哦!
研磨机是用涂上或嵌入磨料的研具对工件表面进行研磨。主要用于研磨工件中的高精度平面、内外圆柱面、圆锥面、球面、螺纹面和其他型面。研磨机的主要类型有圆盘式研磨机、转轴式研磨机。双面研磨机的常见使用操作是在开始研磨时,放研磨粉和冷却水。研磨零件的转速是1300转左右,圈数以12圈为一丝左右,在磨制的过程中机器会有误差,所以在测量的过程中,我们根据机器的误差来调整之后研磨的圈数。在研磨到一半圈数时打个比方,一个产品要研磨60升,现在研磨到30层的时候,要加一些冷却液跟研磨粉,冷却液跟研磨粉的比例大概是一比一,冷却液略多一点点。双面研磨机产品在研磨之后测量产品,在研磨之后一定要洗干净,测量才能测能准确。双面研磨机产品研磨完成以后,我们就可以把它放在冷却液中清洗,以***产品的质量和稳定性。研磨机,就选温州市百诚研磨机械有限公司,让您满意,欢迎您的来电!温州玻璃双面研磨机哪家好
温州市百诚研磨机械有限公司是一家专业提供研磨机的公司,有需求可以来电咨询!温州玻璃双面研磨机检修
双面研磨机加工方法:干研磨:研磨时只需在研具表面涂以少量的润滑附加剂。砂粒在研磨过程中基本固定在研具上,它的磨削作用以滑动磨削为主。这种方法生产率不高,但可达到很高的加工精度和较小的表面粗糙度值(Ra0.02~0.01μm)。湿研磨:在研磨过程中将研磨剂涂在研具上,用分散的砂粒进行研磨。研磨剂中除砂粒外还有煤油、机油、油酸、硬脂酸等物质。在研磨过程中,部分砂粒存在于研具与工件之间。此时砂粒以滚动磨削为主,生产***,表面粗糙度Ra0.04~0.02μm,一般作粗加工用,但加工表面一般无光泽。软磨粒研磨:在研磨过程中,用氧化铬作磨料的研磨剂涂在研具的工作表面,由于磨料比研具和工件软,因此研磨过程中磨料悬浮于工件与研具之间,主要利用研磨剂与工件表面的化学作用,产生很软的一层氧化膜,凸点处的薄膜很容易被磨料磨去。温州玻璃双面研磨机检修